

注塑模具工场有十人,数百人和数千人。有些情况很好,有些情况很一般,有些情况很差。卑劣的情况会影响产物德量吗?谜底是肯定的。作者起首从蓝箭体育:汽车内饰件模具蓝箭体育:厂家的模具室起头。若是将模具室中的模具和其余装备摆放规整,地上和桌面上不油,并且每一小我都杂乱无章地功课,那末它出产的蓝箭体育:高品德蓝箭体育:汽车内饰件模具𝓡从注塑车间的视点来看,注塑机摆放规整,排气装备齐备,车间透风精采,地上无油等少许杂物,装备获得改良,注塑部职员遵照法则宁静运行。法则。机器装备外部的配线规整,不袒露。喷油丝印局部有精采的透风举措措施。该局部的职员每个月按期停止身材查抄,并严酷顺从高危险的任务操纵。化学物资应安排在指定确当地并规整安排,由专人担任操持,归并由专人处置,以停止本地处置。

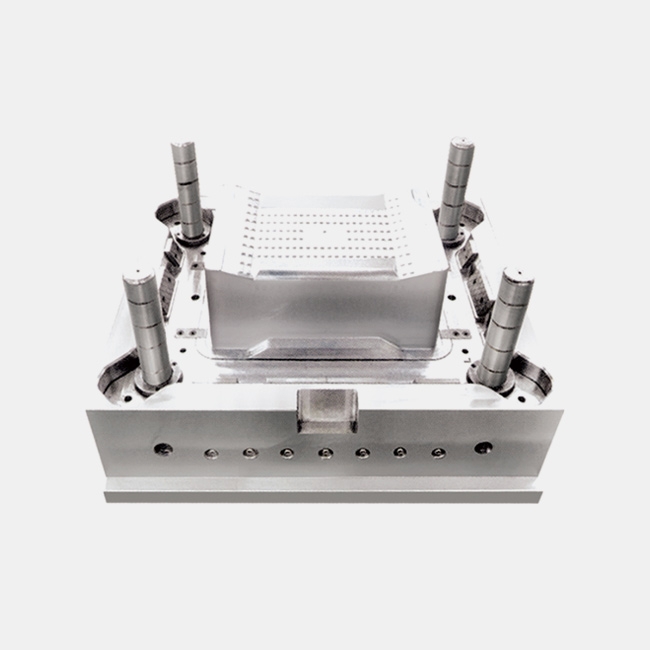
半精加工模具半精加工的首要方针是使工件表面外形平坦,表面精加工余量平均,这对蓝箭体育:高品德蓝箭体育:汽车内饰件模具尤其首要,因为它将影响精加工时刀具切削层面积的变更及刀具载荷的变更,从而影响切削进程的不变性及精加工表面品德。蓝箭体育:高品德蓝箭体育:汽车内饰件模具ꦅ优化进程包含:粗加工后表面的计较、残剩加工余量的计较、许可加工余量简直定、对残剩加工余量大于许可加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的地区)和半精加工时刀心轨迹的计较等。粗加工是基于体积模子(Volumemodel),精加工则是基于面模子(Surfacemodel)。而以前开辟的CAD/CAM体系对整机的多少描写是不持续的,因为不描写粗加工后、精加工前加工模子的中心信息,故粗加工表面的残剩加工余量散布及残剩加工余量均是未知的。是以应答半精加工战略停止优化以保障半精加工后工件表面具备平均的残剩加工余量。
废物本色上是成形孔的反像。换句话说,不异的方位在相反的方位。颠末检查废物,能够或许辨别高低蓝箭体育:高品德蓝箭体育:汽车内饰件模具之间的空地是不是准确。假设空地太大,则废物将闪现粗拙,高卑的破裂表面和较窄的亮带地区。空地越大,开裂组成的视点越大,亮带面积也越大。假设空地太小,则废物将闪现藐视点的开裂表面和较宽的亮带地区。蓝箭体育:高品德蓝箭体育:汽车内饰件模具🌟之间的空地过大会组成较大的曲折和扯破边沿,而后使表面略微精采且边沿变薄。注塑模具之间的空地太小将致使条带略微曲折并以大视点扯破,而后致使截面大抵垂直于资料表面。

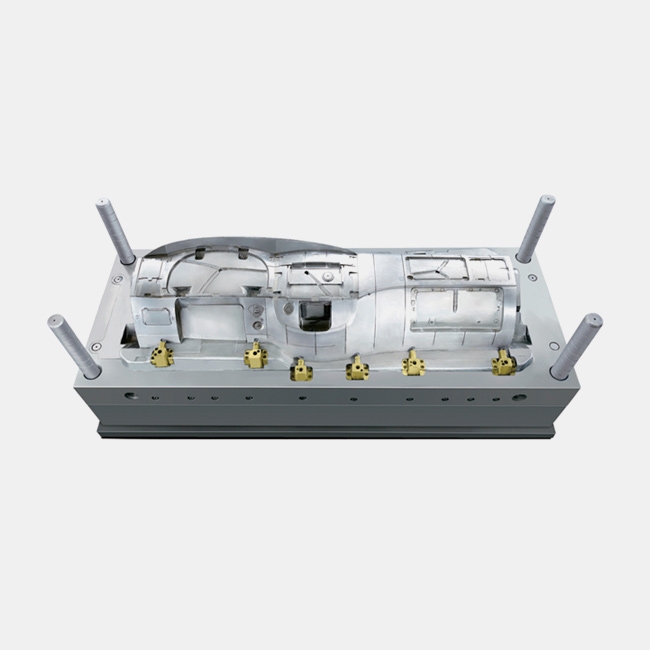
蓝箭体育:高品德蓝箭体育:汽车内饰件模具直顶设想:① 直顶联杆与导套的共同长度需大于联杆在 B 板里的长度的 2/3 ;② 直顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够用压块情势;③ 顶块上的螺丝孔边间隔封胶位最少有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥ 蓝箭体育:高品德蓝箭体育:汽车内饰件模具♈联杆能够间接牢固在底针板上;⑦ 直顶块正面需做3或5度斜度,防止顶出时与模芯磨擦;⑧ 直顶块与塑胶产物内侧应有0.2~0.3mm间隔。
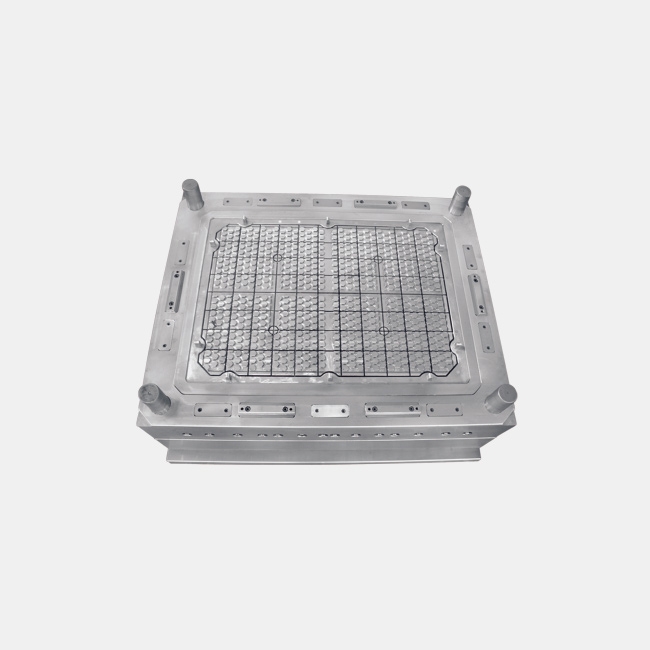
蓝箭体育:天津蓝箭体育:汽车内饰件模具撑头设想:① 撑头安排的地位不能太接近方铁,应放在产物的下方和主进胶口下方四周,后模变形的力首要是注塑机的注塑压力;② 撑头与顶针之间的间隔要有5mm以上,撑头与撑头间距80-120mm摆布;③ 撑头直径设想时比未加工的圆棒料小2mm;能够设想成:¢33、 ¢38、 ¢43、 ¢48、 ¢53、 ¢58、 ¢63、 ¢68、 ¢73等;④ 蓝箭体育:高品德蓝箭体育:汽车内饰件模具💙撑头设想时尽能够大些,但不用设想良多,防止掏空顶针板,以避免顶针板强度不够;⑤ 撑头安排应是顶针板投影面积的25%-30%摆布。
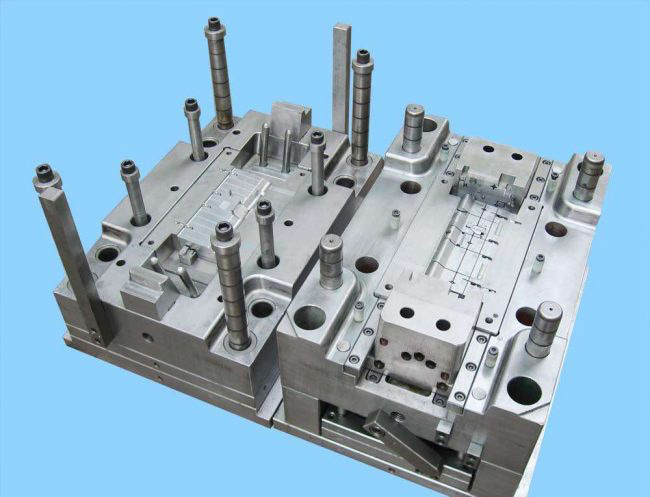
蓝箭体育:天津蓝箭体育:汽车内饰件模具设想方面的节制:1、起首要对模具布局,资料,硬度,精度等着多方面用户的手艺请求停止充实领会,包含成形塑材的缩短率是不是准确,产物3D尺寸外型是不是完全,公道停止处置阐发。2、对注塑产物的缩孔、流痕、拨模斜度、熔接线及裂纹等表面有影响的各个处所作充实斟酌。3、在不故障注塑件产物功效及图案造形的条件下,尽能够简化蓝箭体育:高品德蓝箭体育:汽车内饰件模具🦩的加工体例。4、分型面的挑选是不是得当,对模具加工、成形表面和成形件去毛刺都要作细心的挑选。5、推顶体例是不是得当,接纳推杆、卸料板、推顶套管等体例仍是别的体例,推杆和卸料板的地位是不是得当。6、正面抽芯机构的接纳是不是适合,举措矫捷靠得住,应无卡滞景象。7、温度节制用何种体例轻易对塑件产物更适合,对控温油、控温水、冷却液等用哪一种布局轮回糸统,冷却液孔的巨细,数目,地位等是不是得当。8、浇口情势,料道和进料口的巨细,浇口地位及巨细是不是得当。9、各种模块与模芯热处置变形影响及规范件的选用是不是适合。10、打针成形机器的打针量,打针压力和锁模力是不是充实,喷嘴 R,浇口套孔径等是不是匹共同适。
 阅读挪动端官网
阅读挪动端官网